 基础
基础
# 选购建议
不想折腾的话,就无脑入拓竹多色套装,如果对 AMS 无需求的话,可以挂闲鱼买卖了。
以 P1S 为例,多色 3382,单机 2532,贵了 850,多了一个 AMS 和两卷 250g 的耗材。而单 AMS 在闲鱼大概能卖 900 左右。
AMS 的好处:
| 优点 | 说明 | 平替 |
|---|---|---|
| 多色打印 | 打印多色模型时,自动完成不同颜色耗材切换打印 | 拆分不同颜色的部件,分别打印 |
| 自动续料 | 当某个颜色的耗材用尽,如果有相同材质颜色的耗材,会自动切换续打 | 盯着料盘,到最后一点时瞬速剪断(防止卡住),等待提示缺料,再手动续另一盘料上去 |
| 耗材估算 | 可在软件上实时查看剩余耗材 | 手工承重,首次使用时,无法准确知道料盘重量,容易出现较大误差 |
| 耗材收纳 | 一次可收纳四卷耗材 | 购买米桶改造,成本约 60 |
能上 AMS 就上 AMS,不然总会心心念念:“早知道还是上 AMS 了”
# 耗材
参考:FDM 3D 打印耗材的入门指南 | Bambu Lab Wiki (opens new window)
# 概念
| 简称 | 强度 | 灵活性 | 耐久性 | 喷嘴温度 | 热床温度 | 优点 | 缺点 |
|---|---|---|---|---|---|---|---|
| PLA | 中 | 低 | 中等 | 190 – 230°C | 35 – 55°C | 易于印刷,有多种颜色 / 样式,可生物降解。 | 易碎,机械性能欠佳,强度不高 |
| PETG | 高 | 中 | 高 | 220 – 250°C | 50 – 80°C | 灵活、耐用、易于打印 | 易受潮,表面容易划伤,需要干燥保存 |
| ABS | 高 | 中 | 高 | 220 – 250°C | 80 – 100°C | 高强度、高耐用性、耐高温 | 容易翘曲,有害气体,需要高温打印喷嘴 |
# 表面效果
# 亮面
成品表面呈现油光亮面、透光,主要为廉价的 PETG 耗材(20+/kg),如 R3D PETG 经济型 。
# 哑光
成品表面呈现油光亮面、不透光,主要为 PLA、哑光 PETG 耗材(30+/kg),如 R3D PETG 经济型 哑光 。
# 新手模型
# 刮刀
在拓竹的配件包中有一个刮刀配件袋,里面有 3 颗螺丝、2 个磁贴、1 个刀片,可使用自带内存卡里的模型文件打印,也可以在 makerworld 上找一个,如:【优化升级】热床铲子 铲刀 刮刀 来自 炒面质检员 MakerWorld:免费下载 3D 模型 (opens new window)
# 干燥箱支架(单机)
随机赠送的 PLA 耗材是不需要干燥的,而后续如果要使用 PETG 耗材,则需要把耗材放到干燥箱里保存。
推荐:5.8L 米桶干燥箱耗材支架 V1.0(适配 A1mini) 来自 神经电流的二进制编码 MakerWorld:免费下载 3D 模型 (opens new window) 不推荐:5.8L 米桶干燥箱支架 - 阿文菌的干燥箱 - v5.0 二次创作 - 来自 龙龙的传人 MakerWorld:免费下载 3D 模型 (opens new window)
- 推荐
神经电流的二进制编码的模型,特点:不够丝滑(轴承喷 WD40 可改善),这不是缺点,反而是优点 - 因为
龙龙的传人的模型太丝滑了,料盘经常加速自转,对于刚开满的料盘,很容易耗材就跑到料盘外,进而导致卡料
# 干燥盒(AMS)
推荐:P1/X1 AMS 机甲风干燥盒 来自 PCH3D MakerWorld:免费下载 3D 模型 (opens new window)
# 常见耗材空料盘重量
当某一种类型的耗材快用完的时候,可通过称重评估剩余耗材余量(据说 AMS 可以自动显示)
| 名称 | 重量 /g | |
|---|---|---|
| 拓竹 PLA Basic | 233.5 | 不含纸桶为 208g |
| R3D PETG 经济型 | 193 |
# 换料与续料
# 换料
- 退料:
- 在打印机控制器或 app 找到
退料功能,点击 - 等待打印机处理
- 待提示可拔除耗材时,拔出旧料,即可
- 在打印机控制器或 app 找到
- 进料:
- 把新料插入打印机,直到尽头
- 在打印机控制器或 app 找到
进料功能,点击 - 等待打印机处理
- 待提示挤出机有料流出,确认,即可
# 续料
在打印中途时,出现耗材用尽的情况时,以 P1S 为例,会出现两种情况:
- 情况一:卡料,由于耗材最后一段无法正常送入打印机,就会出现空打情况。可在观察到要出现卡料时,提前剪断耗材。
- 情况二:正常耗尽耗材,在用尽后,打印机会暂停工作,并在 APP 发出缺料通知。
换料操作: 因为是耗材用尽,因此没有退料的操作。
- 将新耗材插入入料口
在打印机设置挤出机温度,温度为料盘上的喷嘴温度,等待温度到达目标温度如果达到目标温度后,手动挤出一点(按一下即可,无需长按)- 点击打印机的
上下料功能,进料,按提示操作 - 之后即可点击继续作业
使用同一类型耗材时,一般不需要手动挤出耗材,进料功能会自动挤出。
# 推荐配件 - 第三方擦嘴
P1S 自带的擦嘴配件并不好用,经常会粘连在喷嘴上,并带到热床,从而导致打印失败。推荐更换第三方硅胶擦嘴配件。

# 第三方耗材校准
# 动态流量(K 值)校准
 Bambu Studio 顶部 - 校准 - 动态流量 - 手动校准
Bambu Studio 顶部 - 校准 - 动态流量 - 手动校准
- 使用默认参数即可
- 等待打印结果
- 观察打印结果,找出线条最均匀的值
- 命名,保存
- 使用:在 Bambu Studio 顶部 - 设备,找到对应的耗材,编辑,选择对应
PA配置文件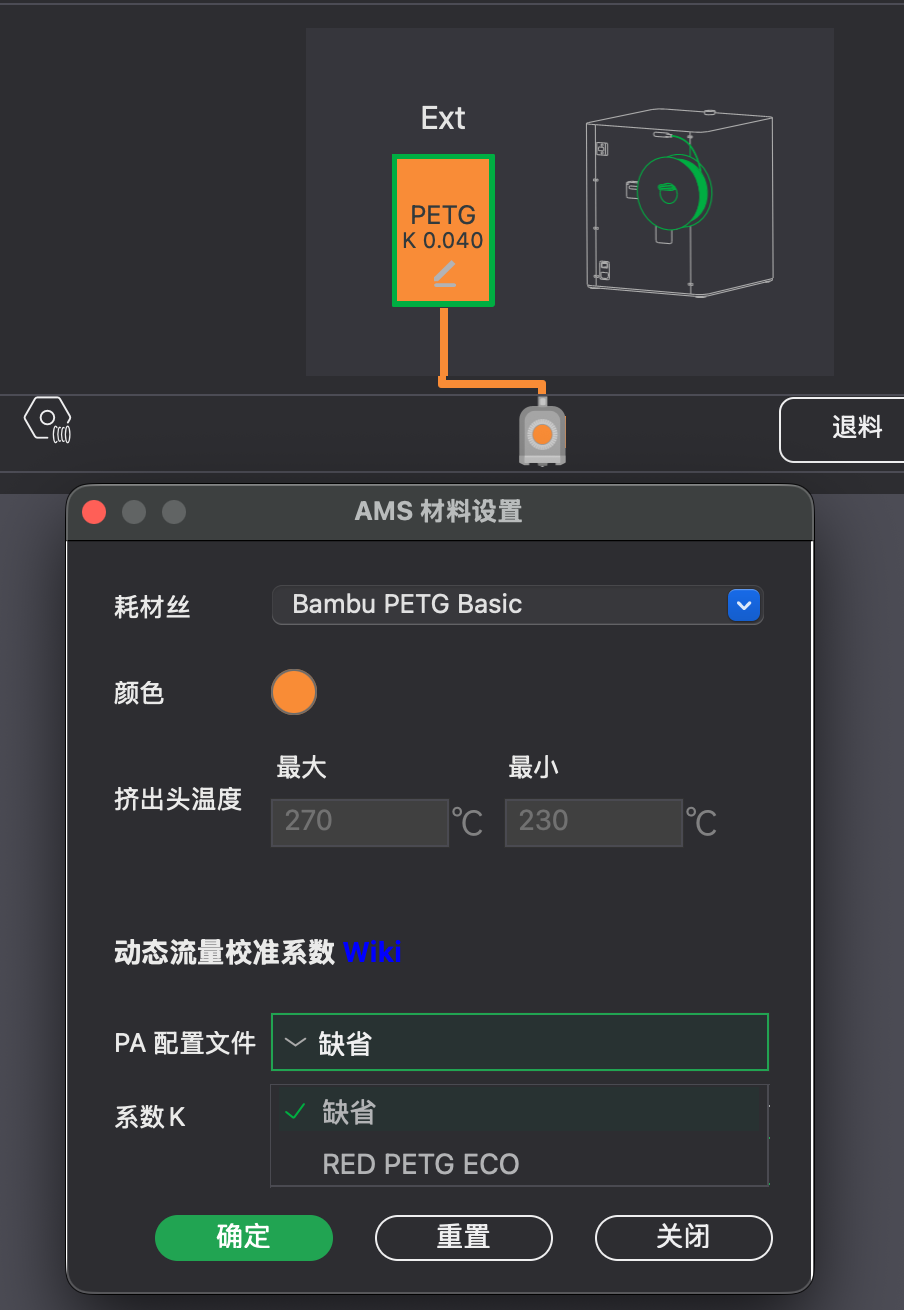
实测 R3D PETG ECO 的 k 值为 0.04 ,与 Bambu PETG Basic 的默认值一致,一般无需修改
# 流量比例校准
Bambu Studio 顶部 - 校准 - 流量比例
# 完整校准
- 校准类型:完整校准
- 其他值保持默认
- 点击校准
- 等待打印结果
# 打印优化
# Z 缝
- 修改耗材丝设置
- 耗材丝 - 材料斜拼接缝参数 - 斜拼接缝类型,选择
轮廓or轮廓和孔
- 耗材丝 - 材料斜拼接缝参数 - 斜拼接缝类型,选择
# 瘦高模型防倒(Brim)
一般情况下,在必要时会切片软件会自动使用,在没有触发自动使用时,也可以通过手动方式开启。
全局 - 其他 - Brim 类型: 仅外侧
# 建模
# 洞洞板背挂扣
我的洞洞板规格为: 孔径6mm,中心距离16mm 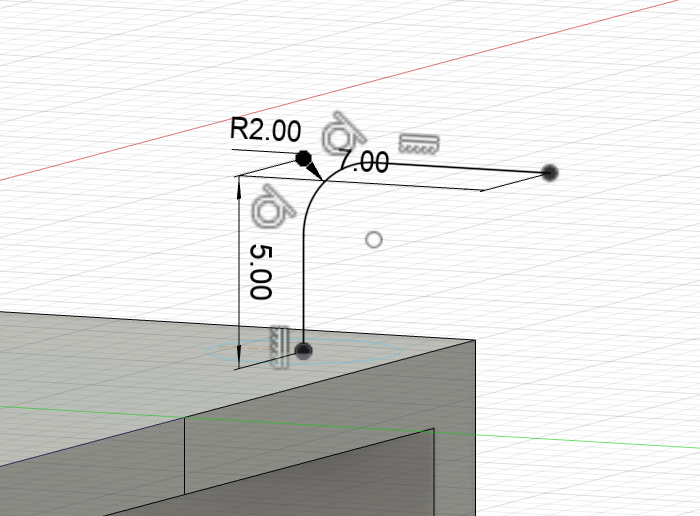
- 弯销:
- 距离顶部:0-3mm
- 直径:5mm
- 深:4mm
- 高:7mm
- R 角:2mm
- 倒角:1mm
- 直销:
- 直径:5.5mm
- 拉伸:5.8mm
- 倒角:1mm
# 修改社区模型
- 使用拓竹切片软件打开社区模型
- 将要修改模型对象
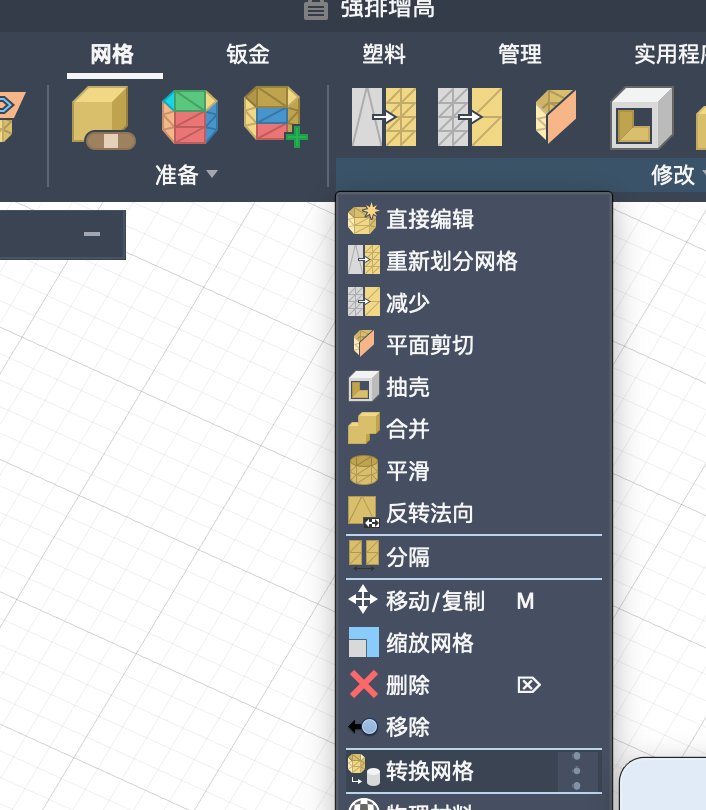
导出为一个STL - 在 Fusion 中:
- 创建设计
- 实体 - 插入 - 插入网络,选择刚刚到出的 STL 文件
- 网络 - 修改 - 转换网格
 |  |
|---|